GF Machining Liechti g-Mill 1150

Key Specifications
Max Spindle
Spindle Taper
Tool Capacity
Weight
Rapid Traverse
Spindle Power
Overview
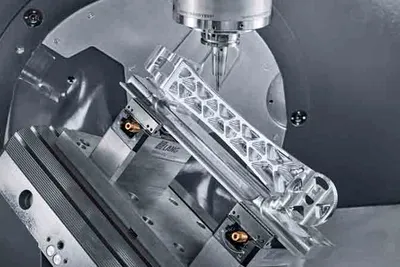
The GF Machining Solutions GF Machining Liechti g-Mill 1150 is a purpose-built 5-axis blisk/IBR machining center for aerospace jet engines and industrial gas turbines. Max part diameter: 1150 mm (45.3 in). Target segment: larger blisks including high-bypass fan blisks and heavy IGT rotors.
The machine’s kinematic architecture is fundamentally different from general-purpose 5-axis centers. Every axis travel, spindle approach angle, and structural element is optimized for deep inter-blade channels, consistent tool engagement on airfoil surfaces, and rigidity for superalloy forgings.
The spindle delivers 30,000 RPM with HSK-A63 interface. 65 kW (87 hp) power and 160 Nm torque handle both aggressive roughing and high-speed finishing of superalloys (Inconel 718, Waspaloy) and titanium (Ti-6Al-4V).
Liechti’s Turbosoft+ CAM generates airfoil-optimized tool paths — accounting for blade deflection, constant chip thickness, and smooth axis transitions. Siemens Sinumerik 840D sl manages simultaneous 5-axis interpolation for 0.02-0.05 mm airfoil tolerances.
Through-spindle coolant at 80 bar handles superalloy chip management. Pricing: approximately $2,500,000 - $4,000,000.
Full Specifications
| Parameter | Value |
|---|---|
| Max Part Diameter | 1150 mm (45.3 in) |
| Number Of Axes | 5-axis simultaneous |
| Max Spindle Speed | 30,000 RPM |
| Spindle Taper | HSK-A63 |
| Spindle Motor Power | 65 kW (87 hp) |
| Spindle Torque | 160 Nm |
| Tool Capacity | 60 |
| Rapid Traverse Rate | 40 m/min (1,575 ipm) |
| Positioning Accuracy | 0.003 mm (3 µm) |
| Cam Software | Liechti Turbosoft+ |
| CNC Control | Siemens Sinumerik 840D sl |
| Coolant System | High-pressure through-spindle (80 bar) |
| Machine Weight | 25,000 kg (55,116 lb) |
Specifications sourced from gfms.com — verified 2026-03-28
Strengths & Limitations
Strengths
- Purpose-built kinematics provide optimal tool approach angles for blisk machining that general-purpose machines cannot match
- 65 kW spindle at 30,000 RPM handles aggressive superalloy roughing and high-speed airfoil finishing
- Turbosoft+ CAM generates blade-specific tool paths for thin-wall deflection and constant chip thickness — eliminating months of CAM development
- 1150 mm part diameter covers the target blisk segment
- 80 bar through-spindle coolant ensures chip evacuation from deep inter-blade channels
- Siemens 840D sl provides interpolation precision for complex simultaneous 5-axis blisk finishing
Limitations
- Single-purpose design — only viable with consistent blisk/IBR volume
- Turbosoft+ licensing adds cost and requires specialized training
- At ,500,000 - ,000,000 requires OEM supply contracts to justify
- Superalloy machining generates extreme tool wear costs
Best For
Frequently Asked Questions
01
Up to 1150 mm (45.3 in) diameter, covering the largest fan blisks and heavy IGT rotors.
02
Liechti’s proprietary CAM for turbomachinery, generating optimized 5-axis airfoil tool paths with blade deflection compensation.
03
Inconel 718, Waspaloy, Ti-6Al-4V, Ti-6Al-2Sn-4Zr-6Mo and similar aerospace superalloys.
04
Yes, with pallet changers and robotic loading, though 40-80 hour blisk cycles mean automation primarily reduces overnight intervention.
Videos

Liechti Engineering

Valentin Trefil

Chris Pusateri

Exapro

Nisar Youtuber
Community Discussions
Community discussion — 304L stainless speeds and feeds advice please.
Owner experience and review — 15-5PH Stainless (What is it?) | PracticalMachinist...
Community discussion — 17-4 ph stainless steelmachining? | PracticalMachinist...
Maintenance and service for this machine model.
Community discussion — List of macro variables.xls | Forum
Community discussion — Microsoft Word - Polar coord 2.doc | Forum
Maintenance and service for this machine model.
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
