Fidia HSS K165
Key Specifications
Spindle Taper
Table Size
Rapid Traverse
Spindle Power
machine type
x travel
Overview
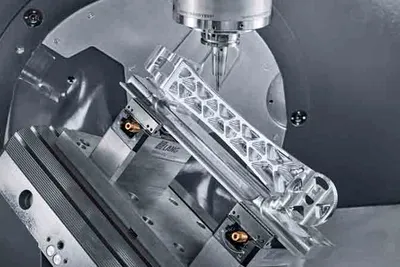
The Fidia HSS K165 is the high-speed spindle variant of Fidia's K165 5-axis machining center, distinguished by a 42,000 RPM electrospindle that targets graphite electrode machining, ultra-fine hardened steel finishing, and high-speed aluminum die cavity machining where maximum spindle speed is the primary process requirement. Fidia developed the HSS (High Speed Spindle) configuration to serve EDM electrode shops, precision optical tooling producers, and mold makers who push the K165's gantry platform to its upper performance limits in finishing applications that standard-spindle machines cannot fully address.
The HSS K165 shares the K165's core gantry architecture — moving gantry on linear guides, cast structure for thermal stability, and Fidia's proprietary CNC with advanced look-ahead contouring — while substituting the standard 28,000 RPM spindle for a 42,000 RPM HSS electrospindle optimized for small-diameter tooling. At 42,000 RPM, the machine enables surface cutting speeds with sub-millimeter ball-end mills that are impossible at lower spindle speeds, making the HSS K165 capable of fine micro-finishing passes in hardened tool steel that achieve surface roughness values approaching EDM wire finish quality without requiring a separate EDM operation.
Graphite electrode machining is a primary application for the HSS K165. CNC graphite electrodes for sinker EDM operations are machined from graphite blanks using high-speed small-diameter ball-end mills, requiring spindle speeds at or above 40,000 RPM to achieve the fine surface detail and sharp corner radii that determine electrode accuracy and downstream EDM workpiece quality. The HSS K165 machines graphite electrodes cleanly with dedicated graphite extraction systems, providing an integrated electrode production capability for toolrooms that manufacture and use their own sinker EDM electrodes.
The HSS K165 retains the standard K165's 5-axis simultaneous capability with Fidia RTCP, enabling complex-geometry electrode machining and 5-axis finishing of mold features in a single program. Fidia's CNC platform is unchanged from the standard K165, maintaining compatibility with existing post-processors and operator training. The machine is available through Fidia's Italian headquarters and international dealer network.
Full Specifications
| Parameter | Value |
|---|---|
| Machine Type | High-speed 5-axis gantry machining center |
| X Travel | 1,650 mm (65 in) |
| Y Travel | 900 mm (35.4 in) |
| Z Travel | 700 mm (27.6 in) |
| A Axis Range | +/- 110° |
| C Axis Range | 360° continuous |
| Spindle Speed | 42,000 RPM (HSS electrospindle) |
| Spindle Motor Power | 55 kW |
| Spindle Taper | HSK-A63 |
| Rapid Traverse Rate | 60 m/min (linear motor axes) |
| Acceleration | 1 g (linear motor axes) |
| Tool Changer | Automatic, 20-position |
| CNC Control | Fidia proprietary CNC (C20 / NUM-based) |
| Frame | Moving gantry on linear guides, cast iron/Zanite structure |
| Maximum Storage Duration 1 Year | Type: HTTP Cookie |
| Condition | used |
| Year | 2008 |
| Stock Number | 5654339 |
| Spindle Speeds | 24,000 rpm |
| Machining Height | 1,175 mm |
| X Axis Travel | 3,150 mm |
| Y Axis Travel | 1,850 mm |
| Z Axis Travel | 1,000 mm |
| Table Size | 3,000 x 1,600 mm |
| Table Capacity | 5,000 kg/m² |
| Rapid Feed X Y | 30 m/min |
| Rapid Feed Z | 24 m/min |
| Category | Milling Machines in USA |
| Subcategory | Gantry type |
| Subcategory 2 | 5 axis machining |
| Subcategory 3 | Mills, bridge & gantry type |
| Listing Id | 113471613 |
| Manufacturer | Fidia |
| Model | GT 1710 |
| Type | CNC Milling Machines |
| Location | 🇺🇸Marietta, GA, USA |
Specifications sourced from machinio.com — verified 2026-03-28
Strengths & Limitations
Strengths
- 42,000 RPM HSS electrospindle enables surface cutting speeds with sub-millimeter tooling that are unachievable on standard-spindle machines, reaching fine micro-finish quality in hardened tool steel
- Purpose-built for graphite electrode machining with spindle speed, tooling interface, and chip management provisions optimized for graphite dust control in electrode production environments
- Fidia's linear motor drives provide the acceleration and positioning dynamics needed to exploit 42,000 RPM cutting speeds through tight-radius contouring paths without loss of surface finish quality
- Simultaneous 5-axis RTCP capability enables complex electrode geometry machining and mold feature finishing in single setups, reducing setup time and repositioning errors
- Shares K165 CNC platform and control familiarity with standard K165, allowing shops to cross-train operators and standardize post-processors across the standard and HSS machine variants
Limitations
- HSK-E40 spindle interface limits maximum tool diameter and rigidity compared to HSK-A63 on the standard K165, making the HSS K165 unsuitable for aggressive roughing or large-diameter cutter operations
- 17 kW spindle power at 42,000 RPM serves finishing and electrode machining applications but is insufficient for the heavy roughing cycles that large mold block programs require before finishing
- The HSS K165 commands a significant price premium over the standard K165 for the high-speed spindle, justified only for shops with substantial graphite electrode and micro-finishing work volume
Best For
Frequently Asked Questions
01
The standard Fidia K165 uses a 28,000 RPM spindle with HSK-A63 tooling interface and higher power output (typically 35-40 kW), suitable for both roughing and finishing across the range of mold and tooling materials. The HSS K165 substitutes a 42,000 RPM electrospindle with HSK-E40 interface and 17 kW output, optimized for graphite electrode machining and micro-finishing in hardened steel with small-diameter tooling. Both share the same K165 gantry structure, linear motors, and Fidia CNC.
02
Yes. The HSS K165 machines hardened tool steel, P20, H13, and aluminum with small-diameter ball-end mills for finishing operations. It is not well-suited to roughing large volumes of material due to the HSK-E40 interface's size limitation and the 17 kW spindle power ceiling. In practice, HSS K165 customers typically rough on a higher-power machine and use the HSS K165 for semi-finishing and finishing passes where the 42,000 RPM advantage is realized.
03
Graphite machining produces fine conductive dust that requires sealed machine enclosures and dedicated industrial extraction systems with HEPA filtration. The Fidia HSS K165 is equipped with machine enclosure provisions and extraction connection points for industrial graphite dust management systems. Customers machining graphite electrodes should specify a dedicated extraction system designed for graphite — standard shop dust collection is not adequate for the particle size and conductivity hazard of graphite machining dust.
04
Graphite electrode machining on the HSS K165 uses carbide ball-end mills, corner-radius end mills, and tapered ball-end mills with TiAlN or CVD diamond coatings optimized for graphite. Typical tool diameters range from 0.2 mm to 6 mm for fine electrode features. At 42,000 RPM, 1 mm diameter ball-end mills achieve surface cutting speeds in the high-speed machining range required for fine graphite surface quality. Tool life in graphite is significantly longer than in steel, reducing tooling cost per electrode.
05
The HSS K165 shares the K165's foundation requirements — a rigid, level concrete floor with vibration isolation provisions for precision machining applications. For graphite electrode work, the machine room should have sealed enclosure management to prevent graphite dust contamination of adjacent equipment. Temperature-controlled environments are recommended for precision electrode and micro-mold work to maintain the machine's thermal stability and positional accuracy throughout multi-hour machining programs.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
